服务热线:400-666-2522
服务时间:08:30 - 21:00
锦纶织物在生产的过程中,由于生产原料、生产工艺、染色工艺等的不稳定,极易导致锦纶织物出现色差瑕疵。色差瑕疵严重的影响锦纶织物的推广与销售,是制约产品发展的重要因素。因此,对其色差进行检测就显色得十分的重要。本文介绍了高精度便携式色差仪用于锦纶织物色差检测与分析。

印染行业中出现的色差种类有边中色差、前后色差、原样色差、正反色差、色条、色花等多种类型。边中色差值的是织物中间的色相、色光、饱和度等因素与织物边界的颜色存在差异。前后色差值的是同一批被染色的织物,先染出的织物颜色与后染出的织物颜色存在较大差异。正反色差指的是织物正面颜色和织物反面颜色在染色过程中存在较大差异。
色差产生的原因主要有前处理效果不好,染色方面中的染料性质、染液配置、工艺条件等。
1.前处理后形成的半成品中存在的疵点有时较为隐蔽,难以被直接查明,例如退浆效果不好,织物白度前后差别大,半成品中织物pH值过大等都可能影响染色效果。
2.染液性质的影响,有些染料受热刺激后会变性,造成织物变色,除此之外,染液的配置,颜料的操作标准化规范化都对染液有影响,工艺参数的不稳定等因素都会形成色差。
3.设备机器的影响,印染轧车的气压,油压发生变化会对颜色造成影响,比如织物染色时,左中右染液的含量不一样,造成色差发生变化,形成边中色差。
4.织物的后整理,后整理对织物的色光影响很明显,扎光整理后色光艳度会发生较大变化,出现原样色差,即处理前后颜色发生改变。
因此需要对织物进行经常性的取样,检测色差等级以保障染色的均匀性及一致性。传统的人眼目视法工作太繁琐,机械的测色检测,使工人处于疲劳状态,而且测量的精度不高,因此为了提升锦纶织物色差检测的准确性,就可以使用专业的颜色测量仪器。
在实体制造行业中,感官检验作为一种合理的外观的检验方式之一,应用比较的广泛。但是,感官检验在某些方面依然有着无法弥补的缺陷:其一,感官检验是一种主观性较大的检验方式,从产线检验人员角度来说,不同的检验人员对同一类产品特性会有不同的评价,评价的差异会造成产品特性不同的检验结果;第二,感官检验是一种非量化手段,依靠的检验工具为人体器官,相对其他器具不严谨且无法计量,因此检验的条件要相对苛刻,不同的环境会造成结果的较大差异;其三,感官检验不具备有效的可追溯性。基于以上情况,感官检验已经开始不适用于锦纶织物色差的检验,为了更加客观、准确且量化描述锦纶织物的色差,就可以使用色差仪。
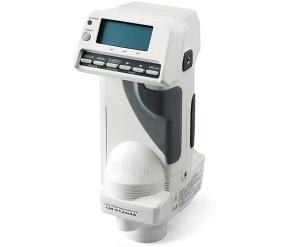
色差仪是仿造人眼感色的原理设计的,其作为一种“标准眼”,它根据国际照明委员会(CIE)推荐的测色原理,采用标准的照明条件和观察条件,排除了人为因素和外界因素的干扰,能做到“铁眼无私”,从而客观、准确地测量颜色的色度,以及相近颜色之间微小的差别。色差仪在测量锦纶织物颜色时,采用的是国际上通用的CIELAB测量系统,CIELAB表色系统就是用L*、a*、b*3个一组的数值来表示任何一种颜色。其中L*表示亮度,取值0~100,值越大,亮度越大;a*、b*有正负之分,+a*表示红度,-a*表示绿度,+b*表示黄度,-b*表示蓝度。另外,色差仪还可以同时测出色度C和色调角H°。这样仪器就将肉眼难以量化的颜色差异转化为客观的数值,避免了目视法评价锦纶织物色差的模糊性和主观性。
色差仪检测锦纶织物色差相比目视法将感性指标转化为理性指标,具有更准确、稳定的特征,可应用于分析检测,更精准反馈色度指标的波动。另外,色差仪还可以准确的描述锦纶织物细微的颜色差异,以数字的形式表现出来。这些颜色数字的描述,允许锦纶织物生产商为可接受的色泽标准标准建立精确的容差范围,进而保证锦纶织物颜色品质的一致性。
在线下单
顺丰上门取件
提交订单
上门快递