服务热线:400-666-2522
服务时间:08:30 - 21:00
对于纺织行业而言,色差是其质量品质检测中常见的一项指标,对纺织色差进行检测,是提升产品质量与竞争力的一项重要的手段。本文对纺织色差计纺织色差计算与纺织色差评判标准做了介绍。

两个染色样本在彩度差、明度差和色相差上的综合表现颜色感知差异,即为色差。我们通常所说的色差指的是两个颜色在总体上的接近程度。通常可分为以下几类:原样色差、前后色差、左中右色差、以及正反色差。值得一提的是,原样色差指的是染色织物与标准样在色相和饱和度上的差异,由于配色染料不当以及染料质量较差造成的。在实际应用过程中,对色差进行测量和评价的过程是比较复杂的,主要是由于以下几个因素:
1.客观因素。主要体现在测试人员的心理和测试经验,所使用的光源以及照明角度,观测条件以及被观测物体的属性等。
2.不统一的评定标准。色差在理论上主要分为可感知色差以及可接受的色差。在纺织工业生产中,后者比前者对色差的控制要相对送一些,在实际工业应用时,一般用的是可接受的色差。
3.不统一的颜色空间。在现有的颜色空间中,还不存在绝对均匀地颜色空间,即便是CIELAB颜色空间,也存在一定程度的不均匀性。由于人眼对不同颜色的色相和亮度的敏感程度因人而异,导致颜色测量和色差检测不可避免的出现误差。
CMC(l:c)色差公纺织色差常用色差计算公式,被英国染色家协会的颜色测量委员会所推荐,成为纺织工业的国际标准(ISO105-J03),被工业界广泛使用。其计算公式如下:

公式中的SL、SC、SH分别代表了亮度差△L*、饱和度差△C*和色相差△H*的加权系数;kl和kc分别是用来调整明度和彩度对总色差的影响程度的明度权重因子和彩度权重因子。通过大量实验表明,当评价色差是否可接受时,如纺织印染行业对产品质量的控制,推荐采用kl=2,kc=1,而对色差可察觉性评价时推荐采用kl=1,kc=1。
在印染行业,不可能生产处与标准样完全一样的染色品,也就是说色差是必然存在的,为了解决色差带来厂家和客户之间的评定差异,需要表示和度量色差,商定色差的允许范围。
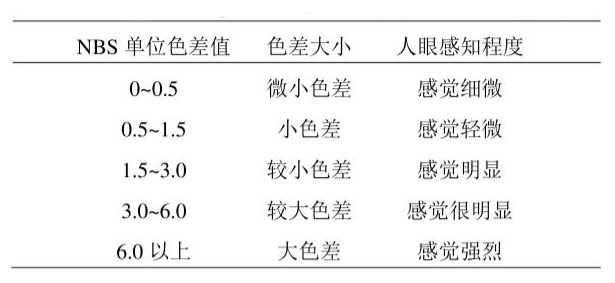
色差的单位是NBS(美国国家标准局的缩写),当△E=1时,我们称之为1个NBS单位。NBS单位的大小与人的感知程度如下表所示:
在线下单
顺丰上门取件
提交订单
上门快递